可以说,几乎所有跑鞋的中底都是通过模具制作的。每天,鞋厂都会生产数以万计的中底,如此高效的工业流程才保证了成品鞋可以按时发货。在所有的鞋模中,95%以上都是通过压模法或注塑法生产的,今天我们就来谈一谈这两种常见的工艺。
压模法的制作过程(Compression Molded EVA,CMEVA)
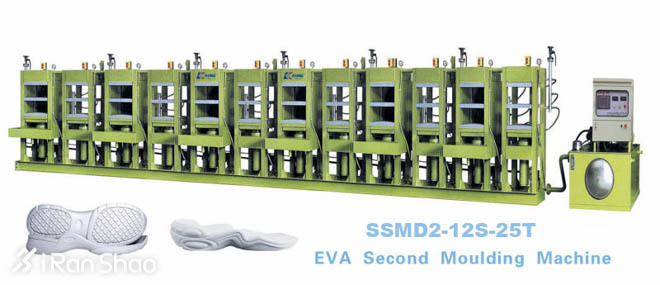

某厂家的EVA冷压设备
压模,顾名思义,是指在金属模具内压缩EVA(乙烯醋酸乙烯酯)泡沫块的过程。压模中底的过程基本上和做蛋糕差不多,使用到的模具一般在两侧都有蚀刻的纹路。

中底模具
放好坯料之后,模具中的材料在加温加压的环境中膨胀开来,充满了模具内部。由此,EVA泡沫成型了。

Brooks Glycerin 13,设计在金属模具上的纹路也呈现在中底之上
图片来自
在加工完成之后,只要打开模具就能看到一双崭新的跑鞋中底了。
从模具上抠出中底之后,经过清洗,模具会投入到下一批中底的生产中。在准备的过程中会使用到“脱模剂”,这种化学物质可以让EVA不粘到金属表面。这和在煎蛋饼的时候为了不粘锅而在锅底抹上一层油是一样的道理。
抠出来的成品中底和模具的大小是一样大的,这就是压模中底和注塑中底截然不同的地方。
大多数情况下,一双跑鞋的中底是由不同的压模部件组成的,比如,双密度中底(dual density midsole,双密度中底一般使用在控制型的跑鞋中,适合足内翻的跑者穿着)。而在某些情况下,中底会同时使用压模和注塑的部件。

NIKE STRUCTRUE TRIAX 16的双密度中底
在传统的压模法中,工人只要把EVA泡沫放进模具,然后再夹紧模具就可以了。这样的方法确实非常简单,但这样也导致了浪费。毕竟,在把弯曲EVA泡沫块剪成矩形块的时候就产生了废料。
这个问题的解决方法是:结合压模和注塑这两种方法。将注塑EVA中底代替剪切下来的EVA泡沫块放入模具中,这块注塑的EVA泡沫被称为注塑预制块。这就避免了老方法产生的浪费,这样的中底就融合了压模和注塑的特性。

HOKA ONE ONE 就可能使用这样的技术
注塑法(Injection Molded EVA, IMEVA)的制作过程
注塑的过程更加有趣。大量经过高温加热的EVA或者其他的高分子材料的液体和发泡剂一起被注入到只有成品中底大小一半的模具中。和压模的模具类似,注塑模具上的纹路最终也会出现在鞋子的中底上。

注塑中底的例子:SOUCONY KINVARA 6
图片来自solereview.com
高温的模具需要静置一段时间,当你打开它的时,EVA中底会跳出来,一点都不浮夸。因为模具比实际的中底的体积小得多,所以,中底从模具释放的时候,它就快速膨胀。这就是注塑比压模最让人激动的地方。
在视频的末尾,跳出了一只野生的中底
打个比方,这就和你手里拿着一块被你握紧的泡沫块,如果你突然放开,他就会膨胀到它原来的大小,就像跳了起来一样。不过,注塑的中底在膨胀到较大的尺寸后,它在之后的冷却过程中可能会收缩。所以注模法凭借这个处理伸缩的流程要比简单成型的压模法在工艺上更复杂一些。
与此同时,注塑法基本没有废料,因为EVA的使用量都是非常精确的。那么,问题来了,既然注塑法的中底可观赏性高而且用料节约,为什么大部分品牌还是使用压模法的中底呢?
为什么品牌主要使用的是压模法?
虽然压模的鞋模要比注塑的要便宜,在考虑采用压模还是注塑是,它并不是首要因素。主要还是以下的三个原因:
首先,压模中底在细节上的呈现质量更高。所以,如果你需要有一个很酷炫的中底,那么压模法就是不二法门了。除非你是有钱的耐克……

NIKE LUNAREPIC FLYKNIT,使用了激光在注塑中底上切割凹槽
以Brooks Adrenaline GTS 16的中底为例,这种精致的纹路只可能是通过压模法制作而成的。

Brooks Adrenaline GTS 16
图片来自solereview.com
其次,压模法的中底不太容易出现偏差。在注塑中底发生伸缩时,注塑中底会在精确的尺寸上产生一些出入。
所以,当品牌商的鞋子在组装的时候,他们可不希望发现中底装不上去,所以他们选择的中底类型一般都是压模的。因为注塑中底很容易出现偏差,所以在组装的时候就有兼容性的问题,有可能就产生了本不该存在的间隙。不过,如果注塑中底使用在单层结构时,就不用考虑这个问题了。
最后一点就是,压模工艺更容易制成特别牢固的中底。一般来说,中底侧后方的超硬的那一部分只能用压模工艺制作。
两者的差别大吗?
如果能不断的调整配方和工艺的话,我们可以使得压模和注塑中底产生同样的感觉。
一概而论的话,注塑中底的回弹更好,这也增加了缓冲的响应时间。而较软的注塑中底更容易产生“折痕”,在使用一段时间之后,压缩产生的皱纹会出现在中底的侧面。

新鞋中底的侧边上是没有一条条的皱纹的

穿得时间一长,就很容易在中底的侧面产生皱纹
这样的皱纹出现在足部负荷比较大的地方,比如大脚趾的关节处(前脚掌内侧),还有脚跟的两边,看到这个皱纹,跑友们就可以换新鞋啦!
另一点就是,在大多数情况下,许多注塑中底往往比它对应的压模版要轻一点。
我们怎么区别这两种不同工艺的中底?

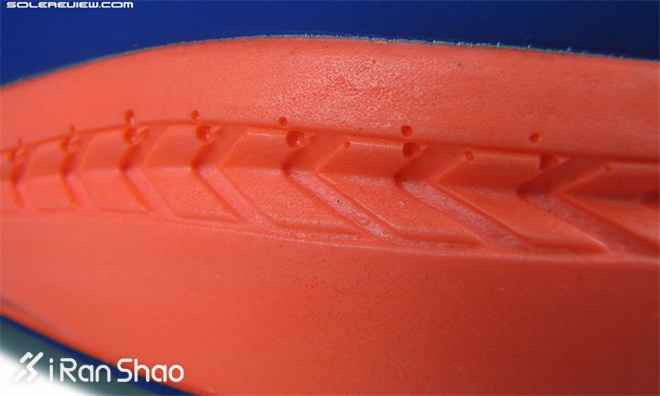
如果能找到乳头状凸起的部分,我们可以认定它是压模中底
图片来自solereview.com

“D”和“N”之上的点点暗示了这是压模中底
图片来自solereview.com
是不是很简单?几乎每一个压模中底在表面都长着“咪咪”。此外,压模中底在侧边上有着很多细节:就比如有一些清晰,深层的纹理,像Brooks Glycerin 13中底下清晰的文字就是一个很好地例子。

SOUCONY KINVARA 6采用注模中底,绿色部分在细节上比较平滑,而且有点微微发亮
图片来自solereview.com
注塑中底缺少深层的细节和“咪咪”,它的表面光滑且具有光泽。SAUCONY KINVARA 6算是注模中底的代表了。
中底还有其他的制作方法吗?
Puma Ignite,PU浇注的典型样例。在两侧看到那些孔由浇注过程中的气泡产生
图片来自solereview.com
在2000年以前,PU中底一度是很常见的,但是现在已经不是了。这些中底在制作时,只要简单地将熔融的PU注入模具,然后夹紧模具顶部的开关就能成型了。通过表面上的“毛孔”就能轻松地分辨出PU浇注的中底,这些气泡都是在浇注过程中形成的。
SLS(Selective Laser Sintering)3D打印(粉末烧结积层成型)是制作跑鞋中底的另一种方式,但目前还不能量产。现在的3D打印更多的是一种营销的噱头。

NEW BALANCE ZANTE GENERATE,全球首款限量版3D打印跑鞋
我们现在听说的那种家用3D打印是基于FDM(Fused Deposition Modeling,熔融沉积成型) 3D打印技术的——它不能被用来制作跑鞋的中底,就算能做出来,穿着也会很难受。
未特别注明的图片均来自互联网。
参考:
COMPRESSION VS. INJECTION MOLDED EVA MIDSOLES: WHAT’S THE DIFFERENCE?
原创文章,作者:admin,如若转载,请注明出处:https://iranshao.com/2814.html